Ok guys, I'm breaking down and posting here to see if anyone has any ideas. I'm greatful for any advice.
I have an upgraded flsun SR. I recently lost my computer (psu issue, waiting for replacement) and I took this opportunity to switch from Cura to Orcaslicer.
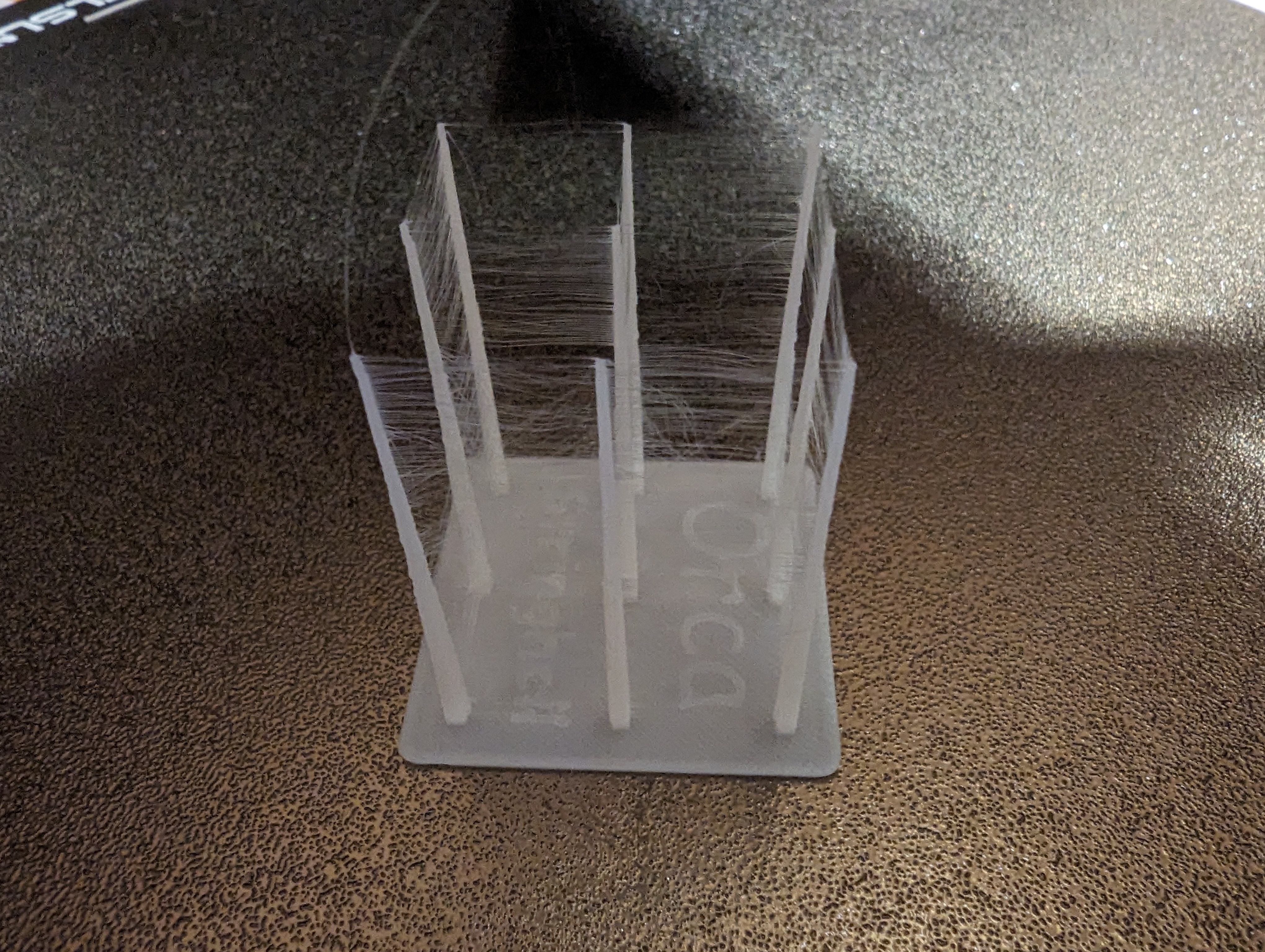
Over-all I'm very happy, and getting some good speeds, but I just cannot remove stringing no matter what I try:
- Retraction from 0-7mm. After about 3mm, no further effect
- Retraction speed from 30mm/s-50mm/s. No noticable effect
- Travel speed and acceleration both high (up to 350mm/s and 6000 accel. No effect
- Temp from 205-215 with no effect
- Dried filament and different colours, no effect
- Wipe on retract on and off, up to 2mm wipe distance and 100% retraction. No effect
- Messed with scarf seams on and off, no effect
- No effect from layer heights
My setup:
- Printer - FLSun SR running klipper with a speede pad
- Filament - Esun PLA+
- Upgrades - Deported fans, OMG v2 extruder, volcano hotend and high flow cht nozzle
I had a similar stringing issue with PETG on my flsun Q5, where PLA was printing flawless without any strings whatsoever. ~~Since your SR isn't a bowden, that mostly rules out retraction distance IMO.~~
For me I narrowed it down to Z-hop: as the printer was lifting the nozzle slightly to move to another part of the print, molten filament oozed out - sticking to the print, and getting stringed across by the nozzle. I only noticed after recording the print (use at least 60fps to avoid the frame blurring you'll get at 30> and watching what exactly was happening prior to the stringing. It took about 4 hours to get to that point 😭
If orcaslicer is based on Prusaslicer, wipe on retract with the initial distance set to 100% may not trigger a wipe. Try 70% or 80% instead. There's another setting somewhere to force retraction when changing layers: enabling this will forcibly honor your wipe retraction preference when changing print layer.
I think you may still get stringing at the really spiky parts of the test print, given there's no space for a wipe, and that volcano is going to hold way more molten filament than a V6 or similar
Hopefully someone with more experience can add their 2¢, it was pretty difficult to research info online when I had PETG stringing - everything just says "tune your retraction" 😤
Edit: I mixed up the SR with the v400! In that case, Another thing to check is your bowden tube pneumatic couplers - unload the filament and tug lightly on each to see if they're fitting securely. If they're loose, your extruder can end up moving the bowden tube itself back and forwards, which affects your retraction
Thanks for the reply mate!
I didn't think to mess with z-hop - I'll give that a go, and I'll do some testing to make sure the Bowden is seated correctly and the wipe on retract is actually happening - thanks!
The print in the image is a 'torture test', and just something I had on hand to illustrate the issue. I'm actually not fussed if there is still some stringing at the top, but other detailed prints were getting it pretty bad, including retraction towers.