Prusa dun good with this surprise update.
Modified MINI: Revo hotend + Bondtech extruder
Side notes (will add more as I test this firmware):
-
The pre-sliced benchy from Prusa is a bit of a hack. While it does showcase the new speeds, you are not going to get the best performance when you slice it in Prusa Slicer. The new printer profile is good, but it is absolutely in alpha. (I amended a comment below where I was moving all settings to max.)
-
Factory Prusa profile for IS, only uses 0.4mm nozzles (I have been using 0.6mm nozzles exclusively for a while now)
-
If your belts are still stock, order new ones now. The stress that is getting put on the belts now is a little more extreme. (FYI: There was an error in the F1 x-gantry stop where it might wear the belt excessively, so look close.)
-
I have properly packed all the bearings in the printer with grease so they are not as noisy as they would be stock. Be prepared for bearing noise, is what I am saying.
-
Faster printing is causing ~-2°C drift on my REVO nozzle. That is expected and might be able to PID tune for better stability. It's not bad, just something of note.
-
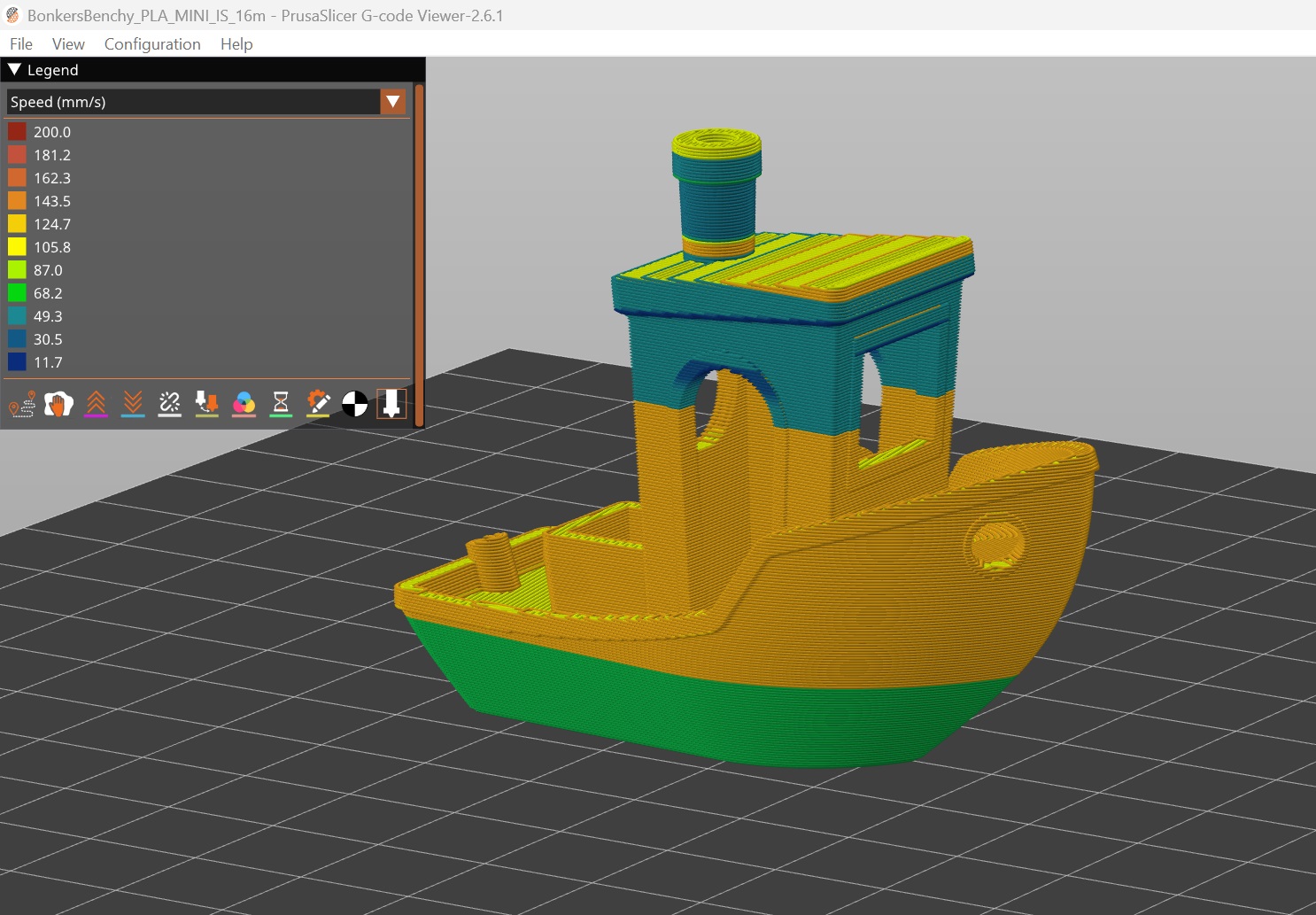
"BonkersBenchy" was sliced with Prusa 2.6.2a. and accelerations are set at 8000mm/s^2. There are other subtle changes in the gcode that affect total print speeds, so dig into them if you need mor fasts.
-
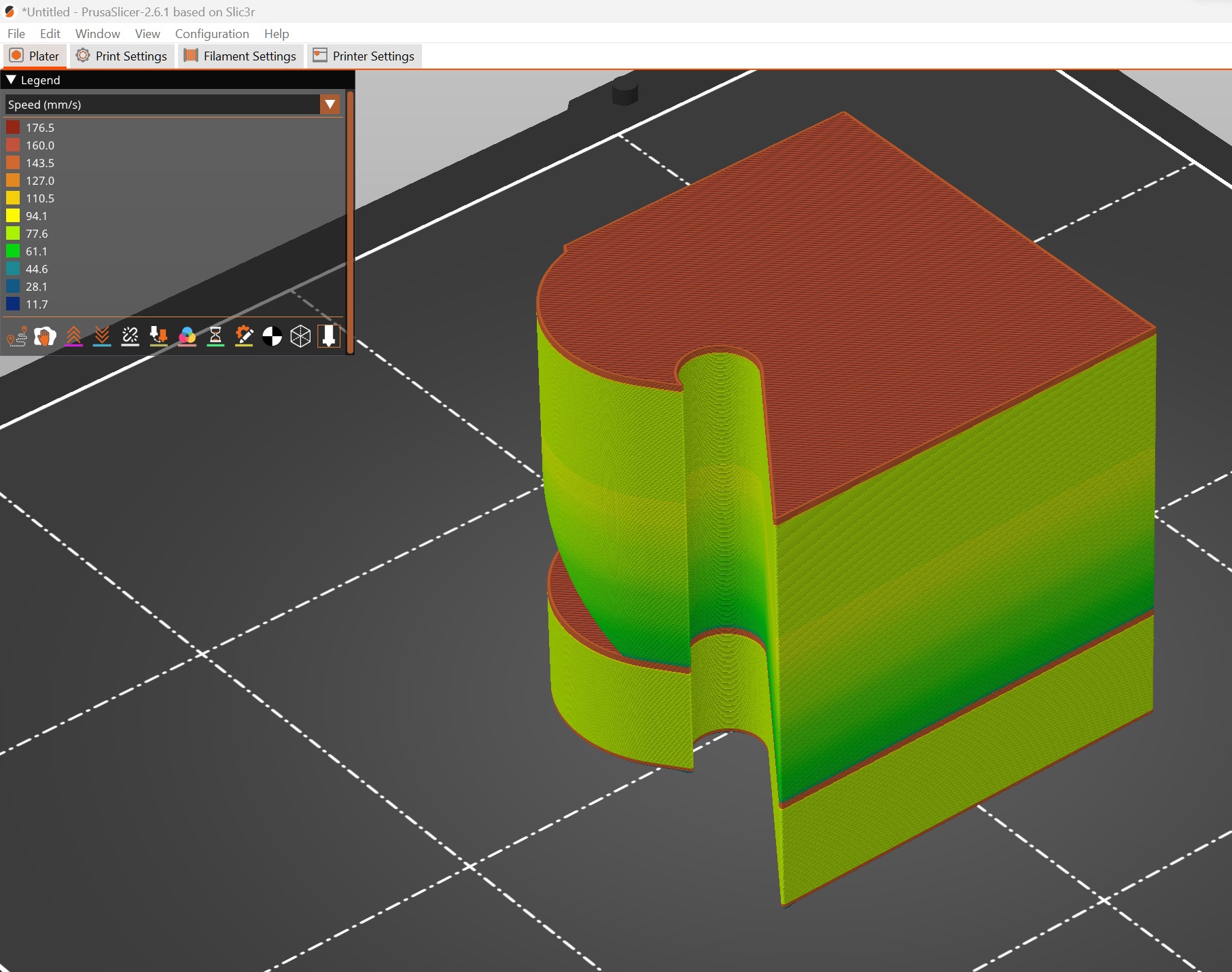
The printer compensates OK when the print speed is manually set to 255 (absolute max). Your top layer bridges are going to have a rough time. It may work or, your print will be ripped off the bed because the first top layers aren't exactly studio quality. (I should say it adjusts to max speed better than it did with older firmware.)